Metal 3D Printer Spray Gun
Northeastern University (Boston, MA)
Problem
For this project, I along with my capstone team members worked in conjunction with Prof. Ozan Ozdemir of the Northeastern University Cold Spray Laboratory or NUCSL. Cold spray additive manufacturing, or CSAM, is a metal 3-D printing technique in which micron-scale metal particles are mixed with high pressure, high temperature gas, and are impact-welded onto a substrate. A diagram showing a general overview of the CSAM process can be seen in the image on the left below.
Currently, the main commercial application for this technology is industrial metal coatings and fast repairs of metal surface damage. The main purpose of the NUCSL is to further refine this technology in order to grow its overall versatility and marketability. The original CSAM apparatus at NUCSL was lacking in print feature resolution and overall serviceability. These issues proved to be a major impediment to the advancement of NUCSL research, and thus needed to be remedied. Images of the original spray-gun design can be seen in the image on the right below.
Objective
Prior to the involvement of our capstone group, the NUCSL team analyzed the shortcomings mentioned above with the existing spray-gun apparatus. From this analysis, a new theoretical internal geometry was developed to improve the spray gun resolution by mitigating internal turbulence. Per these theoretical models, our collective goal was to manufacture a new CSAM spray-gun design, that implemented the dimensions of the research-driven geometry, while also preserving laminar internal flow and improving maintainability. Per NUCSL requirements outlined at the beginning of the project, our design also had to withstand temperatures and pressures of 725°C and 1000 psi respectively, as well as be machined out of 316 Stainless Steel. An image depicting the theoretical internal geometry for the new spray-gun design can be seen below.

Process
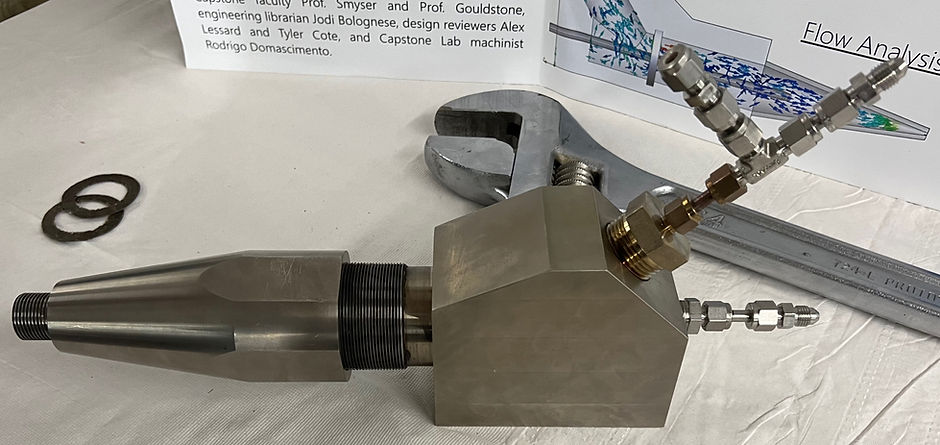
The first major hurdle of the implementation process was creating a two-part modular design for the main body of the spray-gun applicator. This component needed to be designed in two separate connecting pieces so that the dimensions of the internal geometry could be properly machined. However, this design choice was also for maintenance purposes so that the interior surface of mixing chamber could be accessed for post-print cleaning. Images detailing the final design and flow test simulations can be seen below.
Another round of design changes was also implemented to target the lacking accessibility of the original design. These changes manifested into a new ergonomic spray-gun to robot arm adaptor and simplified pneumatic fittings for the hot and cold gas inlet connections. Finally, a new internal centralizing mechanism was created to stabilize the internal components of the mixing chamber without introducing significant additional turbulence into the flow. We tested several different design concepts in repeated flow simulations, with the final design resulting in the least turbulent flow parameters.
Following the creation of the completed design concepts, significant effort on the part of the capstone team was put into engaging various vendors, as well as estimating quote prices and lead times for the resultant components. The best overall option (when considering quality, cost, and time of completion) was ultimately selected in order to begin the manufacturing phase of the project. Images of these final manufactured components and additional sub-components can be seen in the gallery on the following page.







Outcome
Once these manufactured components arrived, the assembled applicator was brought to NUCSL for testing. First, a leak test was performed in order to ensure the gun could withstand the operating pressures. However, three leaks were detected at 6 bar at the NPT fittings for both gas inlet connections, as well as the interface between the mixing chamber and nozzle connector components. Because of these leaks, it was determined that a formal print could not be completed without further modification. The system was then depressurized and prepared for a subsequent thermal test. This test consisted of an increase of the internal temperature of the applicator to 500°C. Each component withstood the temperature as expected, without any fusing or significant thermal expansion, with all components able to be easily disassembled.
Due to time constraints resulting from long manufacturing lead times and a course-imposed deadline, the testing phase for the final design was significantly shortened. Because of this, there was not enough time for the group to remedy the issues experienced during lab testing before the final presentation. Despite this, the group researched several possible solutions for the given issues, and relayed these options to the NUCSL team.

Proposed Solutions and Skills Demonstrated
To address the leak between the interface of the mixing chamber and the nozzle connector, as well as the leak occurring at the NPT fittings, a thread sealing compound along with the use of a metal shim were deemed the best solution to rectify this issue. Additionally, if the leaks in the NPT gas inlet connections persisted, the next course of action would be to weld the NPT fittings onto the main applicator body. Overall, the group feels this project was successful as it not only challenged the group in a number of unique ways, but also strengthened the engineering skills of each group member. Once these minor modifications are implemented as proposed by the capstone group, this spray gun will continue to be used by the NUCSL for further testing and evaluation.
Skills Demonstrated:
Use of 3-D modeling Software / SolidWorks.
Use of common hand tools (wrenches, files, tube cutters, saws, polishing equipment).
Experience with pressure testing / SNOOP testing.
Experience with FEA thermal / flow simulations.
Bolstered project management skills (GANTT Charts, BOM, Progress Trackers).
Communicating between in-house and external machinists regarding component drawings / critical dimensions.
Communicating with venders and completing purchase requisitions.